

液壓折彎機
鋸床
銑床
磨床
車床
鉆孔機
電火花線切割機
等離子激光切割機
刨插床
金屬成型設備



| 序號 | 項目名稱 | 數值 | 單位 | 序號 | 項目名稱 | 數值 | 單位 | ||
| 1 | 公稱力 | 5000 | KN | 10 | 主
電 機 |
型號 | WC67K–500T6000 | ||
| 2 | 工作臺長度 | 6000 | mm | 功率 | 37 | KW | |||
| 3 | 立柱間距離 | 4600 | mm | 轉速 | 970 | rpm | |||
| 4 | 喉口深度 | 600 | mm | 11 | 滑塊行程速度 | 空載 | 60 | mm/s | |
| 5 | 滑塊行程 | 120 | mm | 工作 | 7 | mm/s | |||
| 6 | 最大開啟高度 | 600 | mm | 回程 | 52 | mm/s | |||
| 7 | 齒輪泵 | NB2-80GF | 12 | 外形尺寸 | 長 | 6200 | mm | ||
| 8 | 最大工作壓力 | 40 | Mpa | 寬 | 2500 | mm | |||
| 9 | 后擋料最大位置 | 800 | mm | 高 | 3950 | mm | |||
整機結構
機器采用整機焊接結構,機架由左右墻板、工作臺、油箱、撐擋、同步軸及滑塊等組成。
技術與工藝
1、整體鋼板焊接結構,機架厚實,剛性高,減震性強;
2、本機床的機械結構主要由機架、工作臺、滑塊、主油缸和后擋料等部分組成。完善的設計與制造工藝,可以有效的保證機床的制造和使用精度。主要結構件的制造工藝流程(過程檢驗穿插其中):
板料入庫→理化檢驗→板料預處理(拋丸除銹)→ 數控火焰切割下料→切削加工各焊接結合面→組焊→氣體保護焊接→振動時效處理→大型落地鏜銑床等機械加工工序→裝配成品;
3、機床的機架、滑塊、工作臺等主要件均利用國內名牌的數控大型落地鏜銑床精加工而成,保證了主機的各項幾何精度。
4、集成式液壓控制系統,結構緊湊,減少了管路連接,提高了系統的可靠性和易維修性。
5、采用扭軸同步,在滑塊兩端裝有2個同步擺臂,,使滑塊動作始終與工作臺保持平行, 工作時抗偏載能力強。油缸下限行程機械檔塊定位,連續工作折彎角度不漂移。上模加裝撓度補償機構,折板精度高。
6、擋料與滑塊行程調整,手動微調,數字顯示。液壓動力單元結構緊湊,安裝方便,采用了油液通道和接頭數量被限制到最小程度的集成液壓閥塊,滑塊上傳動,速度調節范圍大,工作平穩可靠。
7、上模配有撓度補償機構,調節方便。
8、上動式折彎設計,工作平穩,操作方便、安全;
9、滑塊在下止點有保壓延時功能,確保工作件精度。
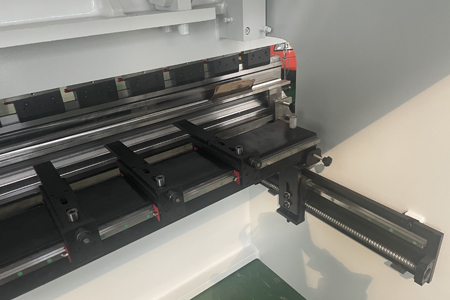
10、擋料部分:擋料采用伺服電機傳動,通過同步帶,帶動滾珠絲杠和直線導軌同步移動,系統顯示屏上顯示擋料尺寸,在屏幕上直接調節。
| 規格 | 供應商 |
| 油缸主要密封圈 | 日本華爾卡 |
| 液壓閥 | 臺灣油神閥組 |
| 主控電氣元件 | 西門子/施耐德 |
| 電機 | 中國 |
| 模具 | 中國 |
| 油泵 | 中國大陸 |
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在1小時內回復您,請注意查收您的電子郵件。