

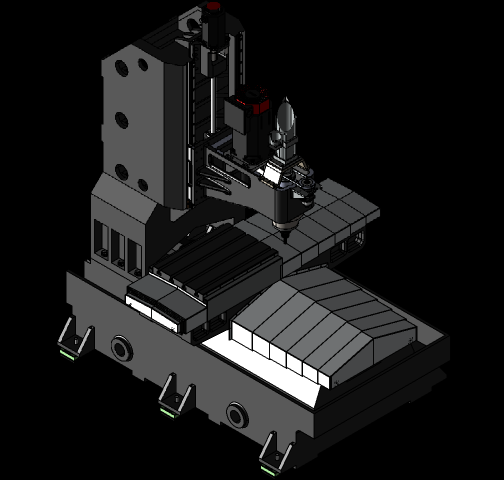
立式加工中心就是帶刀庫的立式數控銑床。
立式加工中心的部件高度集成化、高度標準化,如果拆解開,立式加工中心可以分為數控系統、電器、床體、主軸、刀庫、導軌、絲杠、鈑金八部分,這八大部分都有專業化的廠家生產。

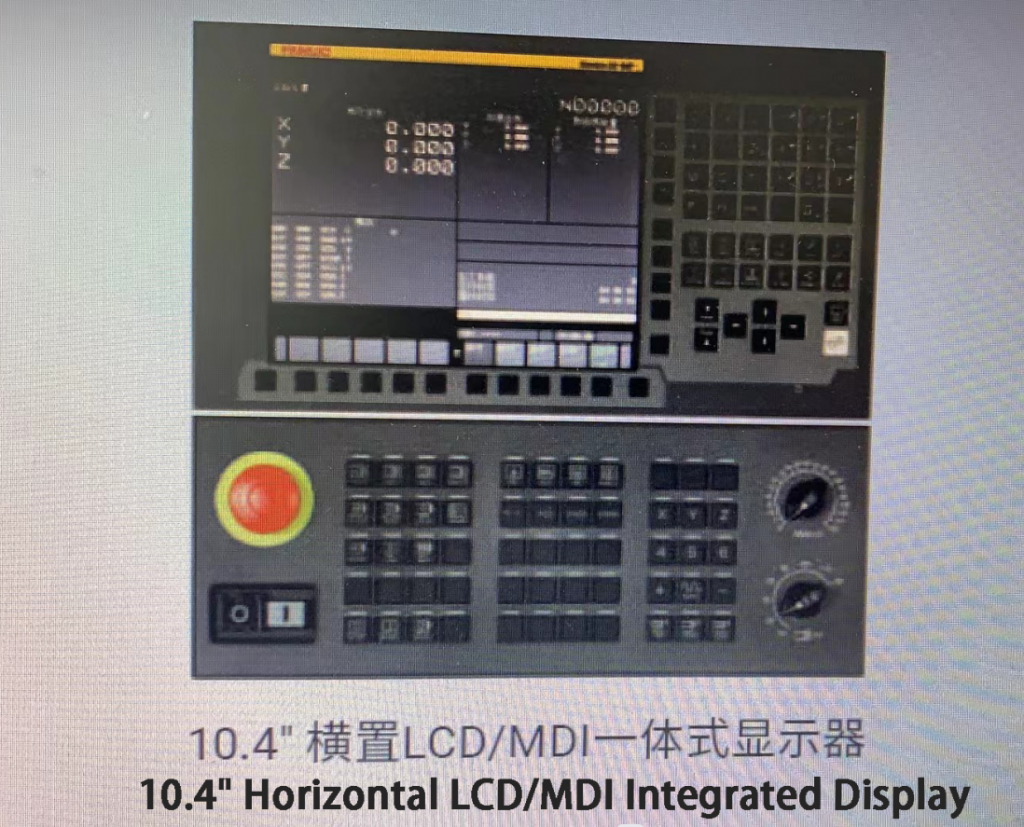
1、 ??數控系統
高端系統德國西門子840D??中端是日本發那科(Fanuc)和日本三菱的天下
選擇方法:五軸立式加工中心系統建議用西門子840D或者Fanuc 31i,
高速高精密加工的三軸四軸立式加工中心上,推薦Fanuc 18i和三菱M700;一般應用的三軸立式加工中心中,Fanuc 0i MD-A適合模具加工,Fanuc 0i MD-B適合產品加工,Fanuc 0i Mate-MD是經濟型系統,三菱M70-A用于模具機,三菱M70-B適用于產品機,一般認為Fanuc的操控更簡易穩定性更高,同檔次的三菱功能更強大;在要求不高以及預算限制的場合,國產數控系統也是可以大展身手的,平心而論,近年來,國產加工中心系統發展迅猛,是他們的進步才迫使國外數控系統品牌的價格急劇下降;

2、電器系統
立式加工中心電器系統中,美國的GE、法國的施耐德、日本的歐姆龍占據了主流地位
3、 中心潤滑系統
良好的潤滑是確保立式加工中心機械運動順暢的必要條件。凡是有接觸運動的部件之間都需要有潤滑保障,沒有機床的潤滑系統,機床的壽命和精度都會受到很大的影響。仔細觀察機床的油路潤滑系統,是購買立式加工中心之前的必修課。
4、 ?床體(含導軌)
選擇方法:模具機用硬軌,產品機用線軌,這是行業公認的選型方法。
立式加工中心床體可分為單立柱式(C型)和雙立柱式(龍門型)。單立柱立式加工中心從側面看為C型結構,此種結構只適合Y軸小于1200mm的立式加工中心,如大于此數值,因主軸頭部懸伸過長,會造成主軸頭部剛性不足,在加工時會產生振顫現象,所以很少看到Y向行程較大的立式加工中心。龍門式剛性更佳,Y向行程不受限制,一般應用在大型立式加工中心和高轉速的雕銑機上。本文僅談單立柱式立式加工中心。
立式加工中心床體根據立柱是否移動又分為定柱式和動柱式兩類。常規立式加工中心為定柱式,即立柱是固定的,由工作臺的X軸、Y軸移動,加上立柱上主軸的Z軸移動組成了全部運動。動柱式立式加工中心是工作臺固定不動,X軸、Y軸、Z軸的三向運動均由立柱實現,動柱式的優點是占地面積小,操作技工的行動不受工作臺移動的影響,一般用于雙工作臺或者附加旋轉交換工作臺的場合。數控交換式工作臺可選擇臺灣的潭興和國產的煙臺環球。
重切削一般采用矩形導軌(即硬軌),高速進給一般選用線性導軌(即直線導軌)。為了增加機床的支撐剛性,有些立式加工中心采用了四導軌甚至六導軌的結構。

5、絲杠
直線電機驅動的特點是速度快,效率高,剛性佳,存在的問題是價格昂貴、發熱量大、傳動平穩性略差,所以常規數控機床中滾珠絲桿傳統依然是主流。但隨著直線電機技術的逐步成熟,價格逐步降低,可以預見,滾珠絲杠在數控機床中的應用會逐步減少。
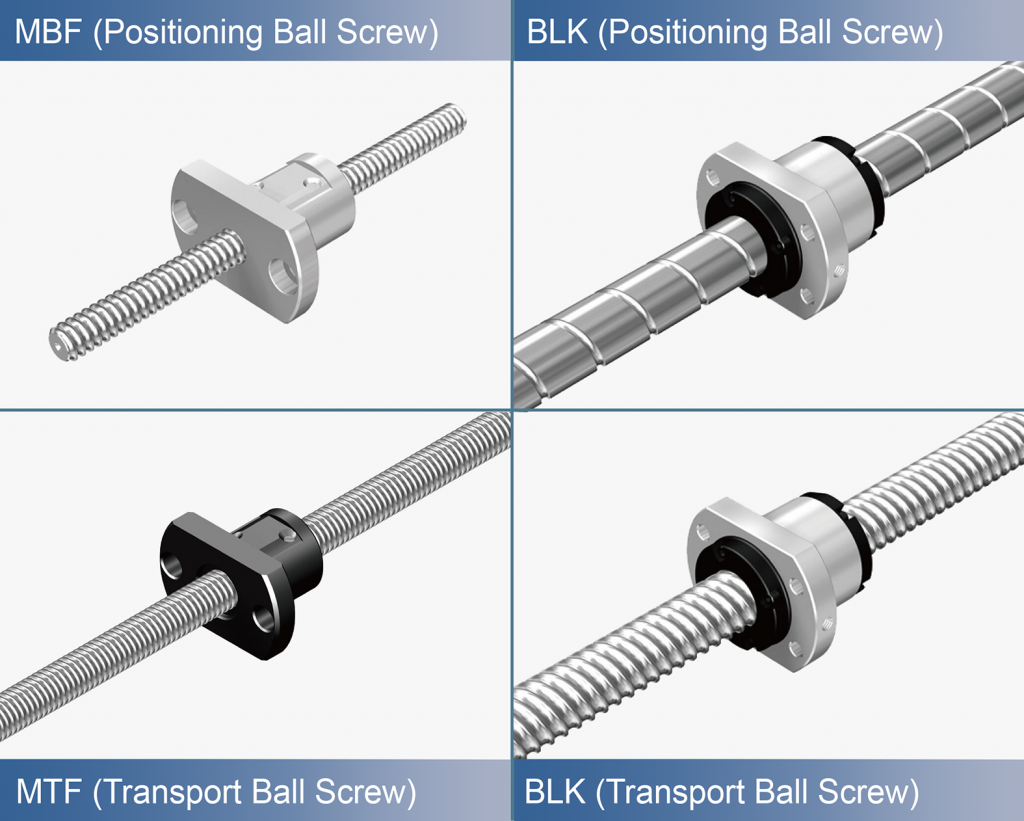
滾珠絲桿的螺距直接決定了機床的進給速度,大螺距和高速度相對應,但犧牲的是精度,有得必有失。
滾珠絲桿在立式加工中心上的安裝方式有兩種:一種是一端固定,一端游動,通過游動端預拉伸滾珠絲桿消除滾珠絲桿的軸向間隙,避免因溫升產生的熱變形,這是最常見的安裝方式;另一種是兩端固定,適用于高轉速高精度機床,安裝調試困難,但可解決預拉伸影響軸承壽命的問題。
滾珠絲桿螺母座的結構對機床的剛性影響也很大,整體螺母座制造困難,剛性好,但損壞后需要更換整個工作臺。
選擇方法:用國產滾珠絲桿的立式加工中心極少,德國博世力士樂東西好價格高,廠家一般選用日本THK、臺灣上銀、臺灣銀泰、臺灣PMI。
6、主軸
主軸是立式加工中心最關鍵的功能型部件,主軸按照傳動結構一般分為四類。
齒輪傳動主軸:高剛性,適合重切削場合,轉速一般小于6000轉/分。
同步帶轉動主軸:結構簡單,制造容易,緩沖能力強,過載滑動保護可有效保護主軸。是主流的立式加工中心主軸結構之一。轉速一般為6000-12000轉。
直聯主軸:伺服電機通過聯軸器直接驅動主軸,扭矩大,能耗少,也是主流的立式加工中心結構。轉速一般為8000-15000轉。
電主軸:也叫主軸單元,臺灣叫內脹式主軸。即電動機內置于主軸,電動機和主軸合二為一,把主傳動鏈的長度縮短為零。轉速一般為18000-40000轉/分。國外使用磁浮軸承和空氣靜壓軸承的電主軸轉速甚至可以高達10萬轉/分。
選擇方法:齒輪傳動主軸首選是德國ZF,或者是用德國ZF齒輪組裝的臺灣品牌。瑞士Step-Tec、瑞士IBG、德國Cytec、瑞典SKF都是著名的主軸廠商,臺灣旭泰、臺灣羅翌、臺灣建椿、臺灣羅森等是最常見的主軸品牌,


7、立式加工中心刀庫
立式加工中心刀庫最常見的是斗笠式刀庫和機械手刀庫,在之前的文章中詳細介紹過,這里就不多說了.


8、立式加工中心鈑金
鈑金和油漆是機床的衣服。立式加工中心鈑金的密閉性尤為重要,漏水漏油會導致車間管理困難甚至可能引發安全事故,防塵不好會直接影響電氣壽命。
選擇方法:鈑金厚度要在1mm以上,接縫縫隙小而且均勻,油漆厚且平整。門要嚴實,推拉時要有緩沖,電柜門打開會自動斷電。
9、立式加工中心操控
操控實際上很大一部分程度和數控系統有關,優秀的機床廠有能力對數控系統進行二次開發,甚至可以做到讓操作技工只需填表輸入參數就可以自動生成程序,真正實現免編程操控。此外,操控箱的位置、旋轉方法、移門的位置和開合方法、工量具和刀具的安放等等,都需要站在操作技工的角度去設計,這樣的設計才會帶來人性化操控。
選擇方法:優先選擇可以實現免編程操控的機床。另外請實際去操作機床,看看機床的結構部件會不會對加工造成干涉。優秀的機床會讓人用的得心應手。
10、選配件
合理的選配件可以讓機床事半功倍!如數控轉臺、油冷機、排屑機、油霧分離器、高精度通用夾具、機內測量裝置等,是很多加工場合必不可少的殺器。
ANTISHICNC工程師時刻準備好提供專業的咨詢服務!CNC加工中心、五軸加工中心、數控加工中心、立式加工中心、車削中心等通用機床,歡迎發送郵件咨詢洽談。
獲取所需的產品報價
給出詳細的要求有助于獲得更匹配的定制解決方案。 謝謝您的耐心。 我們將在 1 小時內回復您,請注意查收您的電子郵件。